


Introduction
This text is an updated version of my first article on Poka-Yoke (in Polish language) which I wrote quite a long time ago, i.e. in 2006. I now provide a refreshed version on the Super Engineer website.
I encourage you to read the article below :)
What do you think about while driving? Do you drive in a focused manner at all times and pay close attention to other road users?
I think you don't..

Daily routine, frequent repetition of an activity makes us perform it almost automatically, and at that time we think about something completely different.
The same applies to people working on the production line. It is impossible for these people to be focused on their work all the time and not make mistakes. If they perform an activity incorrectly, it is colloquially referred to as "human error", and unfortunately, many people believe that products that do not meet quality standards because of this are "employees faults".
Nothing could be further from the truth!
In the vast majority of incidents, the cause of these errors is not people, but the system, i.e. the work method, tools used, operating procedures, etc.
Idea of Poka-Yoke
When observing a manufacturing process, one can see that a defect is a result of a specific cause occurring beforehand. Since a cause must occur first, it is worth considering methods that can help detect and reduce these causes (or defects that arise later). For this purpose, various types of inspection and control mechanisms are introduced. In practice, the following methods can be used:
- Cause prevention: The best solution. No cause means no defect because of it.
- Cause detection: Sometimes it is not possible to completely eliminate the cause of a defect. In such cases, it is important to quickly detect the cause and take appropriate action before the defect occurs.
- Defect detection: If the cause cannot be detected due to technical or financial reasons, look for a method to detect the defect, even when we are already at the final stage of production, to prevent defective products from being delivered to the customer.
The figure below shows the cause-and-effect relationship and the "points" of prevention or detection.
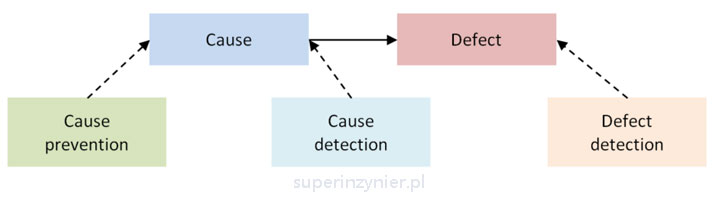
Solution referred to as "Poka-Yoke" can be used to detect a cause or detect a defect and then provide an appropriate response (process regulation).
Poka-Yoke is a Japanese term used to describe a simple device that helps avoid (yokeru) inadvertent errors (poka). This solution enforces correct operation by blocking the process or at least notifying the employee of the problem.
Poka-Yoke is part of the broader Zero Quality Control (ZQC) concept, where the Poka-Yoke device performs 100% inspection as close to the point of error as possible. Japanese literature[1] reports various variants of this inspection (detection):
- Detecting the cause (error) before the defect arises: "source inspection"
- Detection of the defect (nonconforming product) at the point of its origin (on the bench): "self-check"
- Detection of a defect (nonconforming product) at subsequent stations: "successive check"
History of Poka-Yoke

Shigeo Shingo used the first Poka-Yoke device in the assembly process of an electric switch at the Yamada Electric factory in 1961. The device was a simple tray that delivered two springs (a fixed number) to a station. The operator then mounted these springs to the circuit breaker housing. If a spring remained on that tray after closing the circuit breaker housing, it was a warning to the worker that he had made a mistake.[1]
Shigeo Shingo originally used the name "Baka-Yoke" (Fool-proof), where the word "Baka" meant a fool. However, such a name had a very negative connotation and was changed by the author to "Poka-Yoke".[1]
The term "Poka-Yoke" appeared in Western literature after the translation of Shigeo Shingo's book "A Study of the Toyota Production System From an Industrial Engineering Viewpoint," in which the term "Poka-Yoke" was not translated into the relevant English term. [1][2]
Subsequently, in the following decades, Poka-Yoke was increasingly used in plants in Japan and then in the US and Europe.
Poka-Yoke types
Poka-Yoke devices perform 100% inspection (detection of each piece) and react when causes or defects occur, taking appropriate regulatory action in the process.
Shingeo Shingo divided Poka-Yoke devices by the functions they perform and by the methods used:[1]
- Regulatory functions:
- Control methods.
- Warning methods.
- Setting functions:
- Contact methods.
- Fixed value methods.
- Motion step methods.
Regulatory functions
The regulatory functions determine how the Poka-Yoke device governs the process and allows errors to be corrected. We distinguish between two methods:
- Control. It relies on the Poka-Yoke device to control the process and enforce correct behavior by shutting down a specific action. This is the best method of regulating the process. For example:
- A fixture only allows the component to be placed in the correct position..
- A sensor detects the presence of the component and, if it is missing, blocks the process
- Warning. The Poka-Yoke device warns the operator when an error occurs. It does not force correct operation or block the process. For example:
- A sensor detects that a hole has not been drilled and warns the operator by lighting a red flashing light.
- The tray with the counted number of components for the operation, is not completely empty after the operation, which indicates that a component from the tray was not used.
Setting functions
The setting functions determine how the Poka-Yoke device prevents the cause or detects the cause/defect. Three methods are available:
- Contact method. It involves detecting specific errors (changes in shape, color, weight, temperature, etc.). Detection is carried out by means of a fixturet, sensor or other element of the Poka-Yoke device. This can be, for example, an appropriately designed mount in which mechanical elements (tabs, pins, etc.) are installed to prevent incorrect insertion of a component. Various types of sensors (limit switches, proximity sensors, photosensors, metal detectors, color detectors, etc.) can be used.
- Fixed value method. It involves detecting errors by checking the number of tool movements, the use of a certain number of components, etc. For this purpose, various types of counters (e.g., number of holes drilled) or feeders/trays with a certain (defined) number of components, etc. are used.
- Motion step method. It relies on error detection when an activity is to be performed at a certain time or in a certain sequence relative to other activities. For example: an operator should retrieve a component from a container at a certain time and in a certain sequence. In this case, a sensor can be used to detect the retrieval of a component (photocell, counter, scale, etc.) and if this component is not retrieved at the right time or in the right order, further processing is blocked or an alarm is raised.
Summary
Poka-Yoke in the manufacturing process are solutions to eliminate defects as close as possible to their origin. Depending on the design of the device, detection can be directed at the "cause" of the defect or at the "defect" that has already arisen.
When designing a Poka-Yoke, it's a good idea to talk to shop-floor employees, as they know many of the problems and often have ideas for eliminating them. Solutions should be as simple as possible.
Sometimes you may find that solving a problem requires more advanced sensors, control systems, etc. I recommend looking into the possibilities of industrial automation, which is very popular nowadays and has many possibilities. You can purchase sensors to measure virtually any physical size, use vision sensors for inspection and various types of programmable logic controllers (PLCs) to control a Poka-Yoke device. This creates tremendous possibilities, limited basically only by budget and our imagination..
In the industry, we may encounter different interpretations of the term Poka-Yoke, which can lead to a number of misunderstandings. Most often, these arise from the lack of clear definitions for the terms poka-yoke, mistake-proofing, error, mistake, etc.
It is worth knowing that there are more precise "Anglo-Saxon" terms, such as "Error-Proofing" and "Mistake-Proofing", which are better to use instead of "Poka-Yoke". This will help avoid confusion in interpreting the requirements of different standards (e.g., IATF-16949). What is "Error-Proofing" and "Mistake-Proofing" and how Poka-Yoke refers to them - you will learn in another article ;-)
Poka-Yoke is also important in the product design process. At this stage you can already anticipate potential user errors and prevent the mistakes. In addition, during the design process, I strongly recommend the use of DFX - Design for Excellence, and in particular DFA - Design for Assembly. Such methods allow for optimal use of Poka-Yoke.
References
- Shigeo Shingo, "Zero Quality Control". Japan Management Association. 1985. Tokio
- Shigeo Shingo, "A Study of the Toyota Production System From an Industrial Engineering Viewpoint". Productivity Press. 1989
